
How Brake Pads are Made: A Look at the Ingredients and Process
How brake pads are made
The manufacturing process of brake pads is intricate and involves various materials and techniques to ensure safety, durability, and performance. This article explores the detailed process of the material used to make the friction material and how brake pads are made, from raw materials to the final product.
Raw Materials and Composition
• Friction Materia— The friction material is the part of the brake pad that contacts the rotor. It can be made from organic materials (such as Kevlar and rubber), semi-metallic materials (a mix of metals and synthetic materials), or ceramic compounds. Each type offers different performance characteristics, including heat resistance, noise levels, and wear rates.
• Binders and Fillers— Binders, usually made of resins, hold the friction materials together. Fillers, such as graphite, copper, or iron powder, are added to modify the friction material’s properties, like improving thermal conductivity or reducing noise.
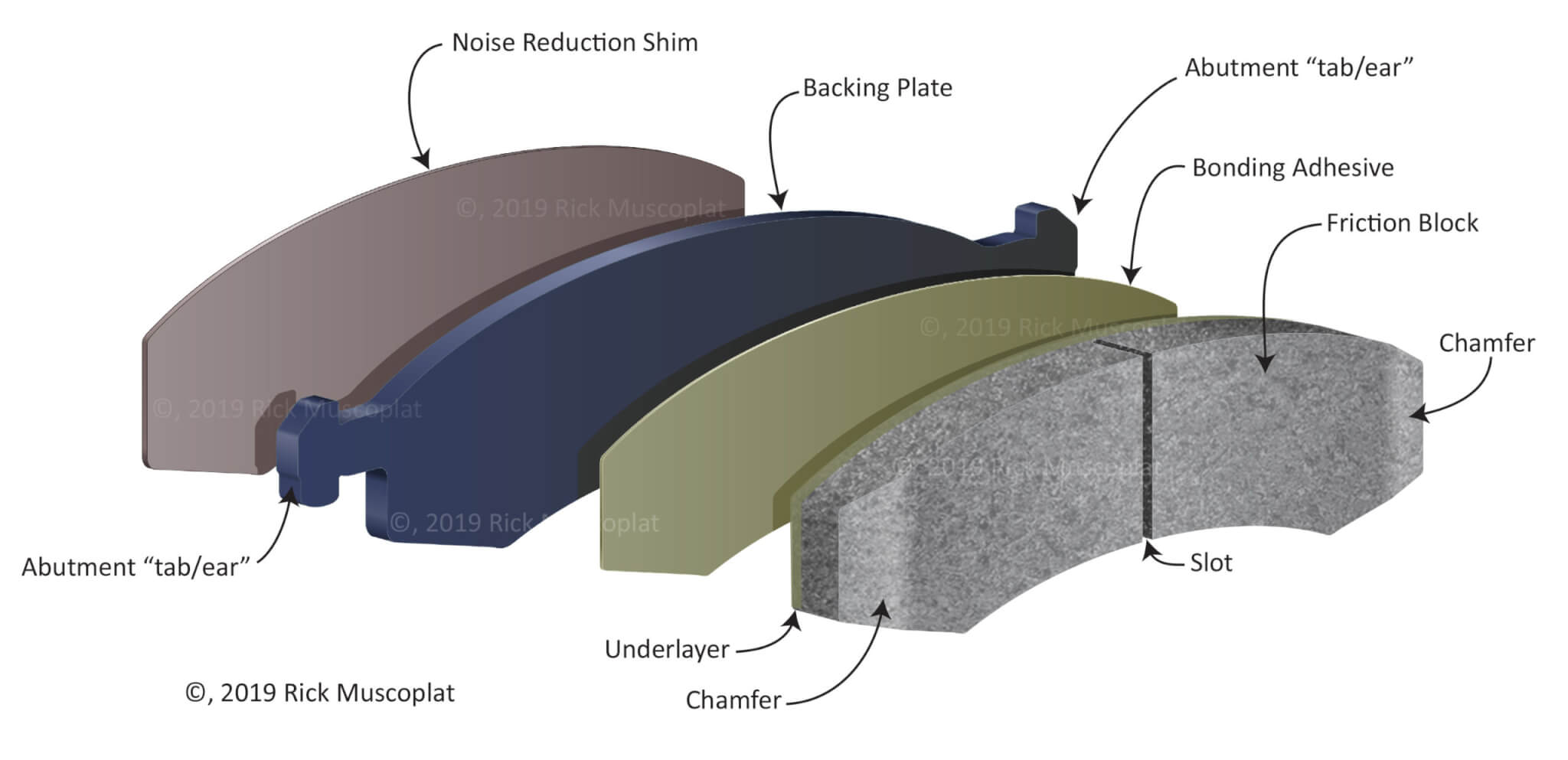
• Backing Plate— The backing plate is the structural component that supports the friction material. It’s typically made from steel and designed to withstand the mechanical forces during braking.
Brake pads are made from a combination of up to 20 different raw materials, the formulation determined by the type of brake pad and it’s friction characteristics.
Brake Pad Friction Material: Various Raw Ingredients
• zirconium silicate and aluminum oxide as abrasives
• friction particles derived from cashew shells
• steel wool
• wire
• copper (new EPA rules require the reduction/elimination of copper in brake pads)
• Whiting (Chalk)
• Bronze powder
• Graphite (as a lubricant)
• Vermiculite
• Rubber particles
• Friction Dust
• Sand
• Fillers like calcium carbonate, barytes, and wollastonite
• chopped fiberglass strand
• aluminum oxide

The manufacturing process
The raw materials are then blended
Depending on the type of brake pad; NAO, semi-metallic, or ceramic, the raw materials are blended together in powder form in a specific recipe based on the pad’s friction characteristics.
Then a binding agent is added. In most cases it’s a thermoset phenol formaldehyde resins. During the molding process, the high heat and pressure form the friction material into hard blocks.
The brake pad raw materials are then molded
The blended raw materials are poured into a mold, along with the steel backing plate. The molding process involves applying heat and pressure to shape the brake pad. This process, known as hot pressing, cures the resin in the mixture, solidifying the friction material. The temperature and pressure must be carefully controlled to avoid defects and ensure the material’s integrity.
The Moled Brake Pad Goes Through a Curing Process
Curing involves heating the pads to a specific temperature for a set period, allowing the resin to fully harden and bond the friction material to the backing plate. This step is crucial for the pad’s durability and performance. The curing process can vary depending on the materials used and the manufacturer’s specifications.
 Post-curing Treatments
Post-curing Treatments
Post-curing treatments enhance the brake pads’ performance and longevity. These treatments can include scorching, where the surface of the friction material is heated to burn off any volatiles that might cause fading during high temperatures. Another treatment is grinding, which ensures the pads have a smooth, even surface for optimal contact with the brake rotor
Then Slots and Chamfers are added
The molded friction blocks are machined to add noise-reducing chamfers and slots
A chamfer is an angled cut on the leading and trailing edges of the friction material. Chamfers reduce vibration as the brake pad first presses against the rotor. Slots prevent cracking and reduce noise.
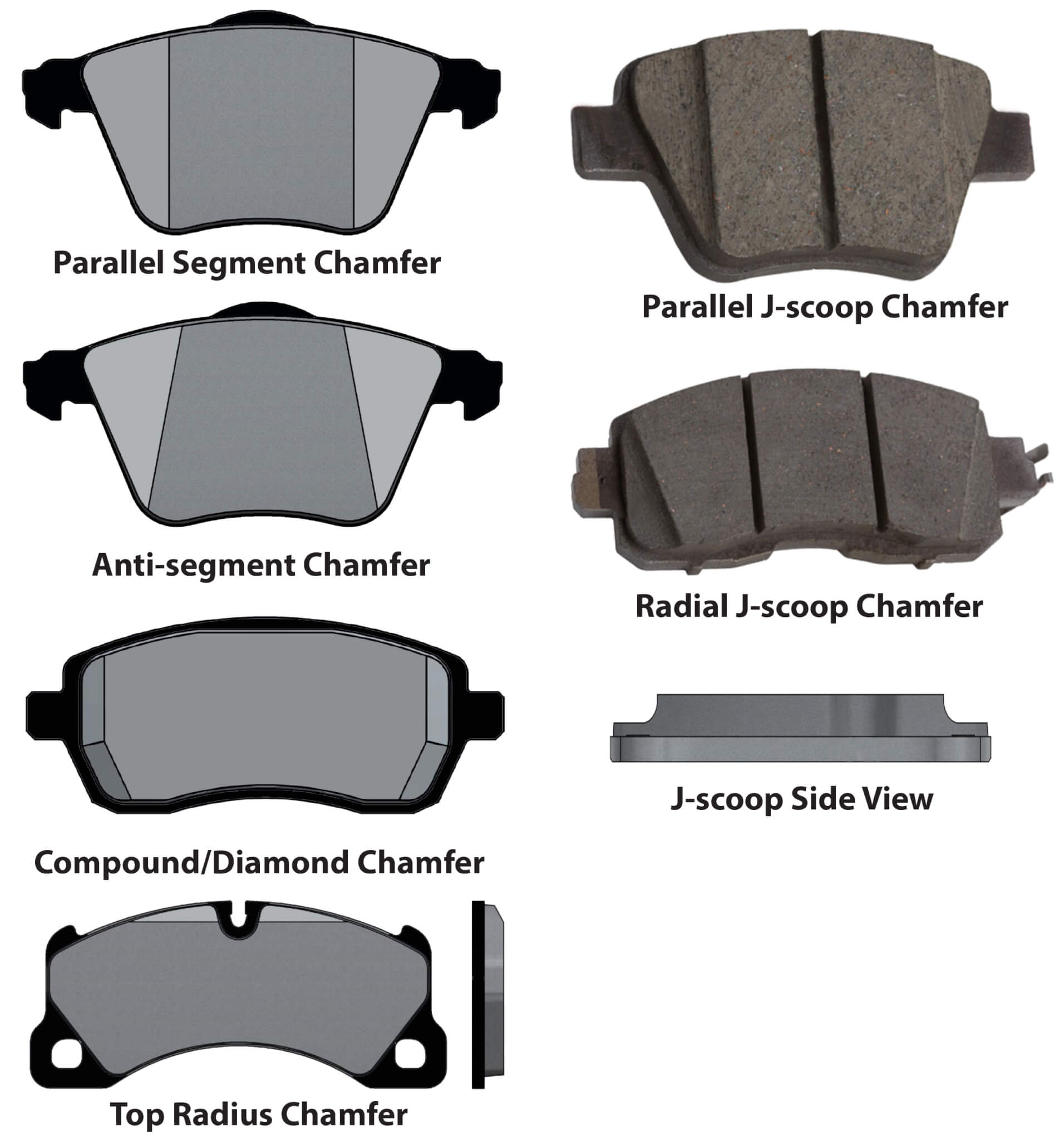
Brake pad chamfer designs

Brake pad slot designs
Four methods to attach the friction material to the backing plate
• Rivets
• adhesive
• matrix/in-mold
• mechanical crimping.
Riveted brake pads and shoes
Riveting friction material to the backing plate or brake shoe is rarely done these days. That’s because the friction material must be drilled first and that weakens the friction material.
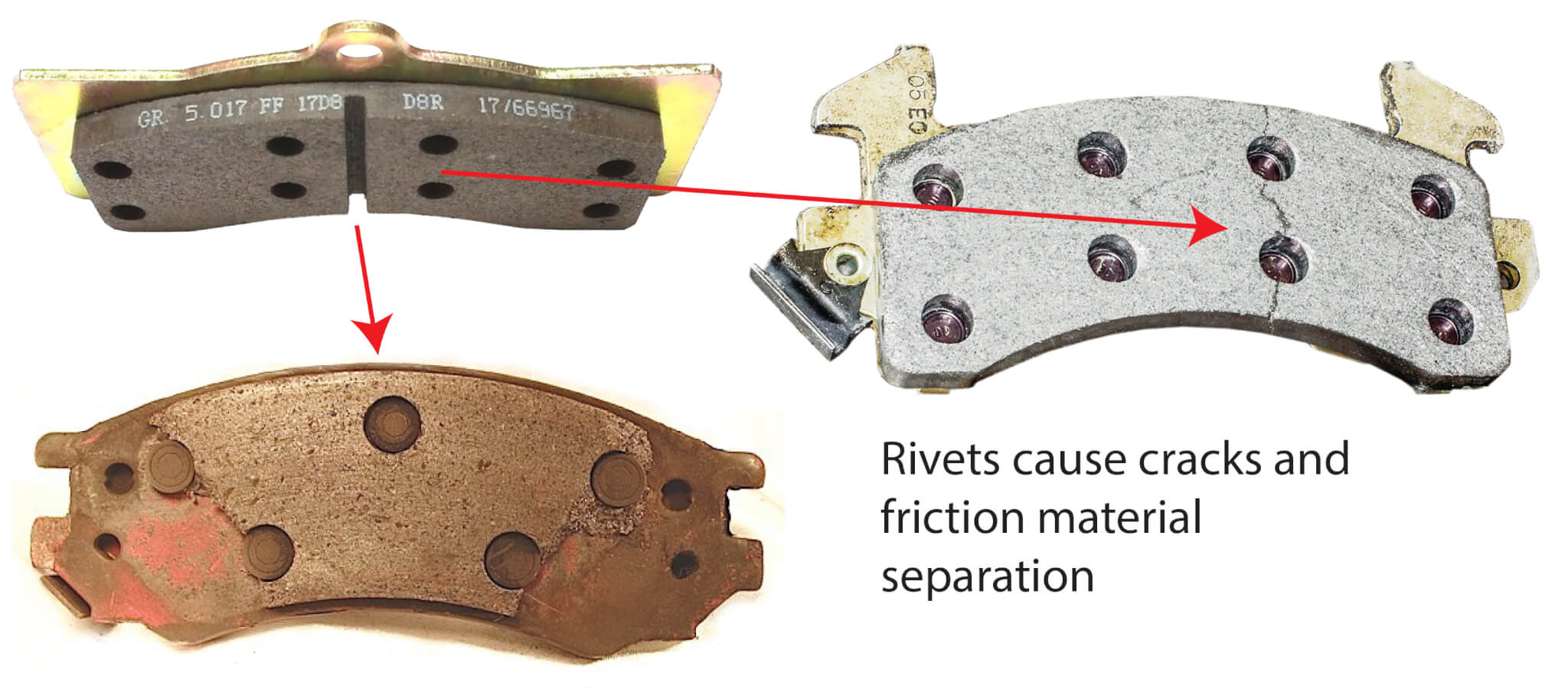
Riveted brake pads fail due to stress from flexing and damage to the backing plate cause by heat/cooling
Adhesive bonded brake pads
Adhesive bonding can be performed during the molding process or after the friction material is formed. For in-mold bonding, the backing plate is coated with a thermoset set adhesive before the powdered material is added to the mold. As the friction material powder is poured into the mold, the first third is blended with additional adhesive to increase the bond to the to backing plate. Then the backing plate and friction material are baked under high pressure.
 Matrix/in-mold brake pad bonding process
Matrix/in-mold brake pad bonding process
In the matrix/in-mold bonding process, the backing plate is stamped to form either a matrix or holes in the steel backing plate. The plate is added to the molding process and the friction material is baked/formed right into the matrix.

 The mechanical crimping method of attaching brake pad friction material
The mechanical crimping method of attaching brake pad friction material
The backing plate is gouged to produce upstanding sharp hooks that will mold with the raw materials, forming a much stronger attachment process.
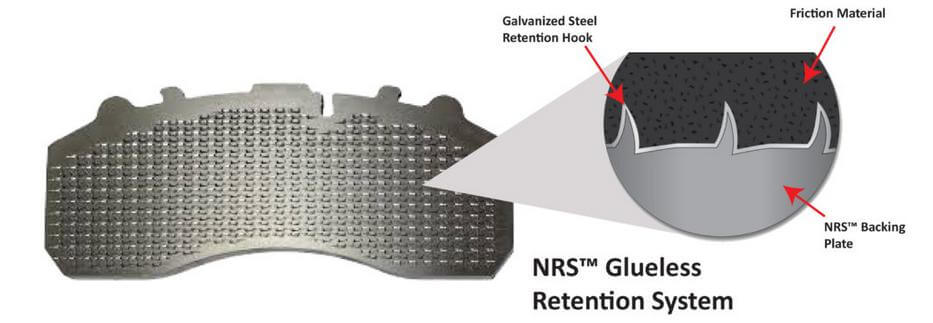
The NRS attachment system uses galvanized steel and glueless hooks to attach the friction material to the backing plate
© 2019 Rick Muscoplat
Posted on by Rick Muscoplat